Project Objectives:
Reduce Humidity & Potential Rust Concerns in Manufacturing Facility
Car manufacturers have controlled facilities to test and develop their parts to withstand rigorous conditions, but the wrong conditions in the facility itself can present a major risk. For example, if a development facility’s lab shows high humidity conditions, the parts being tested inside could rust, and within minutes! Rusted parts means a manufacturer loses time and money on both the scrapped parts and the associated labor costs.
One such INDYCAR manufacturer experienced said condition; they found that the relative humidity exceeded 80% in a small space that was serviced by a 3 ton packaged unit. Further investigation showed that the humidity levels were disproportionately high due to the fact that the area outside of (surrounding) the lab was also being cooled but had considerable infiltration as a result of regular space use as an auto shop, including exhaust systems and regularly open overhead doors. Sensible load on the systems serving the lab space was very low leading to very short runtimes and the inability of the system to remove humidity building up in the lab. The lab space also lacked a vapor barrier to keep humidity infiltration to a minimum. As a result the high humidity (latent load) of the surrounding shop area had an additional impact on the lab.
The original basis of design required capacity modulation, yet the alternatives were limited. Some of the most highly touted technology exceeded the noise criteria, even under optimal circumstances.
Engineered Solution:
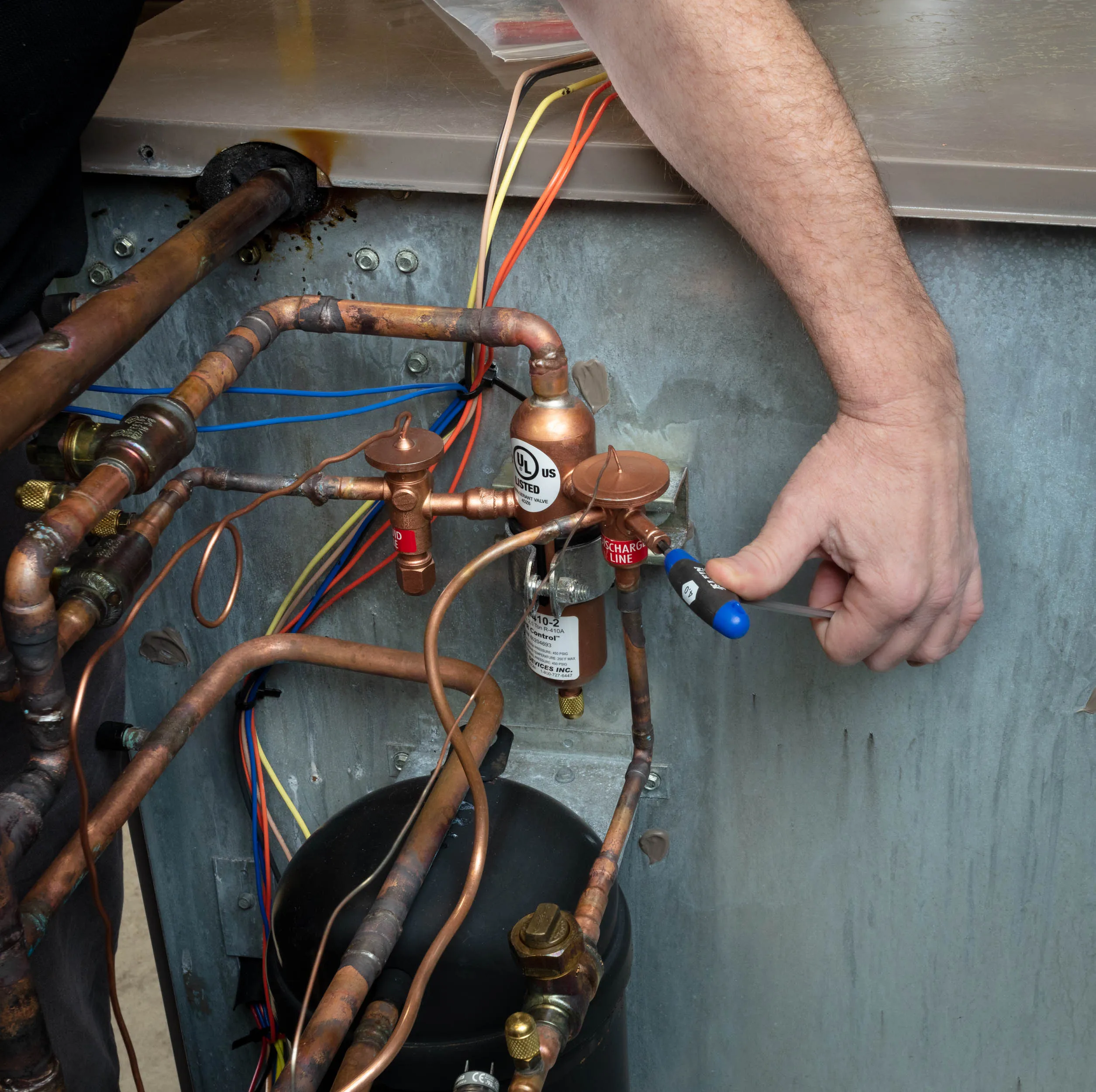
The APR Control for Climate Control
The initial solution suggested starting with the installation of the Rawal Devices, Inc. APR Control on the direct expansion (dx) refrigeration circuit of the 3 ton package unit. The APR Control would extend the run time of the basic air conditioning equipment while maintaining the evaporator coil below dewpoint, thereby improving the humidity level in the space.
The APR Control that was used was capable of providing approximately 1.75-2 tons of modulation, or the equivalent of around 60-65% modulation of the total system capacity, from 3 tons down to around 1 ton at low load conditions, which resulted in a more responsive system.
Reduced airflow allowed the relationship of latent to sensible capacity of the air conditioning unit’s evaporator coil (normally around 70/30) to be increased closer to 50/50. By installing and adjusting the APR Control for system capacity modulation, as well as introducing a percentage of fresh air to positively pressure the space, the issue has been resolved. The relative humidity in the test lab does not exceed 55% RH, and ranges from 47%-53% thanks to a wall-mounted humidistat, which gives the machine shop confidence that the failure rate is no longer in question.
The APR Control provided efficiencies and savings through all phases of lab operation for this auto part manufacturer, including labor costs, maintenance, energy savings, and quality assurance.
Rawal Devices, Inc. can be reached at 800-727-6447 to assist with your oversized air conditioning challenges for New and Retrofit Air Conditioning Applications.